汽車(chē)手套箱熱鉚機
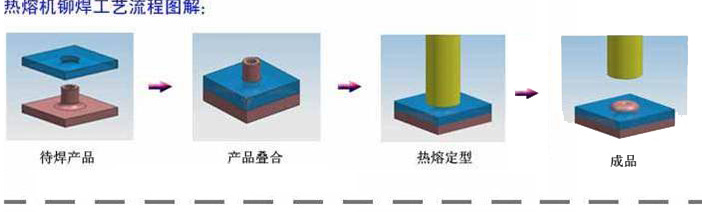
汽車(chē)工具箱焊接設備通過(guò)一個(gè)由溫度控制的加熱板連接熱熔鉚頭來(lái)鉚接雜物盒子。熱鉚時(shí),加熱頭置于需要鉚接的手套箱頂部,當工件緊貼住加熱時(shí),工具箱塑料柱開(kāi)始熔化。在一段預先設置好的加熱時(shí)間過(guò)去之后,工件表面的塑料將達到一定的熔化程度,當熱板停止作用后,讓壓力持續幾秒鐘,在采用空氣冷缺使其凝固成型,這樣就形成一個(gè)堅固的分子鏈,達到焊接的目的,焊接強度能超越于原材料強度,整個(gè)汽車(chē)手套箱焊接過(guò)程完成。
中文名
汽車(chē)雜物箱熱熔機
適用產(chǎn)品
汽車(chē)工具箱塑料柱鉚點(diǎn)
焊接方式
電加熱鉚
特 點(diǎn)
焊接各類(lèi)大而復雜的熱性塑料工件
目錄
汽車(chē)手套箱熱鉚機|工具箱焊接設備|汽車(chē)雜物盒子熱熔機|汽車(chē)內飾件熔接機|超聲波塑料鉚點(diǎn)機

1概況
1、設備名稱(chēng)::汽車(chē)內飾件熔接機;
2、設備型號:nc-非標;
3、焊接對象:汽車(chē)手套箱、工具箱、雜物箱;
4、焊接介質(zhì):熱量焊接,不需任何介質(zhì);
5、設備能力: 每天3班 每班8小時(shí);
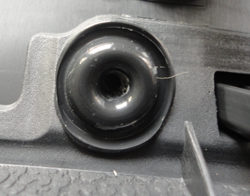
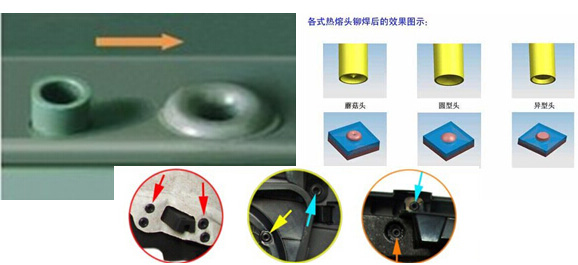
6、焊接要求:汽車(chē)手套箱塑料柱鉚接成蘑菇頭
2鉚點(diǎn)要求
手套箱焊接牢度可靠、表面光潔、不變形、焊接牢固、焊接點(diǎn)圓潤光滑成圓弧狀;
常態(tài)下背面達到無(wú)明顯翹面鼓包;
汽車(chē)雜物盒焊接后中心點(diǎn)的位移量不超過(guò)±1MM;
焊接結束,常態(tài)下放置1小時(shí),產(chǎn)品不得有嚴重凹癟,變形;
具體在雙方技術(shù)協(xié)商時(shí)由需方提供技術(shù)要求方案;
3設備參數
供電電源:380VAC
工作氣壓:6kg/cm2
動(dòng)作控制:氣缸推進(jìn)
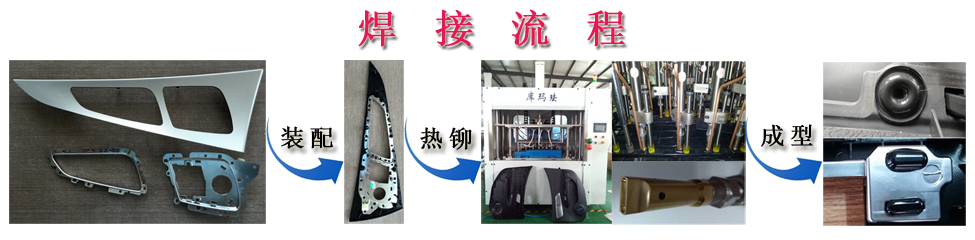
4工藝流程
將裝配好的汽車(chē)手套箱放入焊接胎具中→啟動(dòng)設備開(kāi)關(guān)→由電機帶動(dòng)絲桿或是氣缸向前運動(dòng)至焊接區域→熱熔頭下→開(kāi)始鉚接→空氣冷卻吹焊接頭→保壓固化→熱熔頭退出工件焊接區域→壓緊裝置起→支架與雜物箱焊接結束后由返回至待焊接區域→焊接完成→進(jìn)行下一汽車(chē)工具箱焊接開(kāi)始。









